





???氣體保護焊過程中容易出現的故障:氣體保護焊耐磨藥芯焊絲在氣孔、燒穿、夾渣、裂縫、飛濺大、熔深不夠、焊縫形成這些方面不符合規定要求,具體表現在:
???1、氣孔
???由于氣保護效果差、耐磨藥芯焊絲表面有油、銹和水,氣體純度不高、耐磨藥芯焊絲內錳硅含量不足、焊槍擺幅過大,角度不當出現許多的氣孔。針對氣孔現象,提出的對策有加大氣流量,注意擋風、清理噴嘴;焊前清理焊件及;焊接用氣體純度>99.5%,CO2氣體、Ar氣體>99.95%;選用合適的耐磨藥芯焊絲;培訓操作技能調整角度。
???2、燒穿
???由于坡口根部間隙過大、鈍邊過小、焊速過慢、電流過大,出現燒穿現象。針對該現象,提出的對策有按工藝調整電流;加工坡口,增大鈍邊或減小電流;合理選擇參數。
???3、夾渣
???由于前層焊渣未清除;小電流、慢速焊、熔敷金屬過厚;采用左焊法時,熔渣流到熔池前面;焊槍擺動過大,使熔渣卷入熔池內,出現夾渣現象。針對該現象,提出的對策有清除層間焊渣;調整電流,加快焊速;改變操作方法及角度;減小擺動,多道多層焊。
???4、裂縫
???由于耐磨藥芯焊絲、焊件有油銹及水分,熔深過大,焊后焊件有很大的內應力,多層焊時層焊縫過小,CO2氣體含水量過大,出現裂縫現象。針對該現象,提出的對策有清理焊件;合理選擇焊接參數;合理選擇焊接順序;消除應力;加強層焊縫的質量;對CO2氣體除水、干燥。
???5、飛濺大
???由于短路過渡時電感量過大或過小;電弧在焊接中擺動;耐磨藥芯焊絲及焊件清理不;出現飛濺大的現象。針對該現象,提出的對策有調整電感量;更換導電嘴;清理焊件及耐磨藥芯焊絲。
???6、熔深不夠
???由于焊接電流過小;耐磨藥芯焊絲伸出長度太大;送絲不均勻;焊接速度太快;坡口角度及根部間隙過小;鈍邊過大等原因,而出現熔深不夠的現象。針對該現象,提出的對策有加大焊接電流;調整耐磨藥芯焊絲伸出長度;檢查送絲機構;減慢焊速;調整坡口尺寸。
自保護堆焊耐磨藥芯焊絲
自保護堆焊耐磨藥芯焊絲為抗低應力磨料磨損用耐磨堆焊藥芯焊絲,具有焊接工藝性能優良,焊縫成形美觀,焊接飛濺較小的特點。焊接時不需要使用氣體或焊劑保護,從而簡化了焊接工藝,節省了焊接輔料費用。堆焊層金屬為高鉻鉬合金,堆焊時會出現細裂紋,是釋放應力的結果,不影響在低沖擊工礦條件下的正常使用。?
焊絲配方特,熔敷率高,無飛濺。成型好,焊縫質量。采用的明弧焊接技術,焊前無需預熱,焊后無需熱處理,工藝簡單。修復成本能降低。被廣泛應用于電力、水泥、鋼鐵、礦山、石油、化工、鐵路、閥門、制糖、船舶等行業。
堆焊修復性質的耐磨藥芯焊絲
耐磨藥芯焊絲的特點;具有良好的抗磨料磨損,耐沖擊磨損,耐粘著磨損(金屬間磨損),耐高溫磨損,耐腐蝕磨損以及抗兩種類型以上復合磨損的性能。
耐磨焊絲:用于堆焊耐磨損,抗氧化或耐氣蝕的部件。硬度:≧48-55度。
耐磨藥芯焊絲:用于要求抗強烈磨損場合。硬度:≧60-65度。
耐磨藥芯堆焊焊絲:堆焊高溫高壓閥門,熱剪切刀刃,熱鑄模等。硬度:≧40-45度。
堆焊耐磨焊絲:用于堆焊高溫高壓閥門,內內燃機閥,熱軋輥孔型。硬度:≧40-45度。
合金耐磨焊絲:用于牙輪鉆頭軸承等。硬度:≧55-60度。
碳化鎢耐磨焊絲:用于堆焊螺旋送料器,高溫熱軋輥,油田鉆頭等。硬度:≧60-65度。
鎳基耐磨藥芯焊絲:用于耐氣蝕,耐腐蝕性要求較高的內燃機氣門,排氣閥的堆焊。硬度:≧35-40度。
高耐磨合金焊絲:用于堆焊牙輪鉆頭軸承,粉碎機葉片等。硬度:≧55-60度。
高合金焊絲:具有加工硬化性好,堆焊閥門,鑄模和擠壓模等。硬度:≧30-35度。
模具耐磨焊絲:用于堆焊銅基合金和鋁基合金的熱壓模,熱擠壓模等。硬度:≧40-45度。
耐沖擊耐磨焊絲:用于泵的套筒和旋轉密封環,磨損面板軸承套筒的堆焊。硬度:≧50-55度。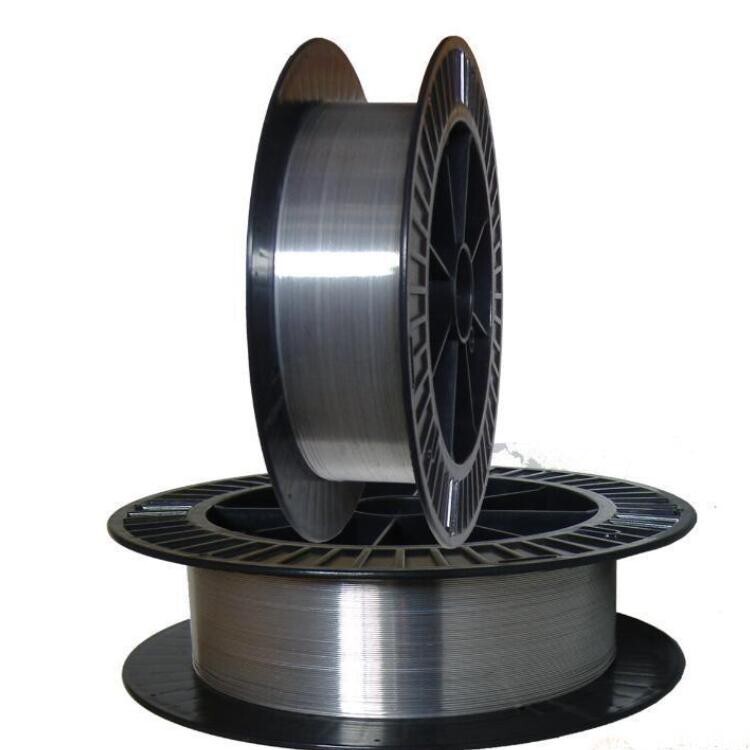
技術人員對使用中出現的拉拔斷裂原因進行了分析,認為線材屈服強度高、組織不均、內部鐵素體晶粒細小、邊部出現魏氏組織鐵素體是耐磨藥芯焊絲拉絲斷裂的主要原因,提出了相應的解決措施,解決了耐磨藥芯焊絲拉絲斷裂問題采用夾雜物圖像分析儀、大樣電解、掃描電鏡及能譜分析等方法。
近年來國內耐磨藥芯焊絲的使用市場一直呈現加速上升趨勢,就國內耐磨藥芯焊絲生產能力遠不能滿足市場的旺盛需求,這樣也就為國內建設新的耐磨藥芯焊絲企業提供良好機遇!
????
在耐磨藥芯焊絲的使用品種上,以鈦型氣保護碳鋼和低合金鋼藥芯焊絲多,硬面耐磨藥芯焊絲和自保護耐磨藥芯焊絲次之,氣保護不銹鋼耐磨藥芯焊絲(少量用于耐腐蝕容器和大型醫療器械中)和金屬粉芯耐磨藥芯焊絲(少量應用于鋼結構和橋梁上)為少。
高鉻堆焊雙金屬復合耐磨鋼板
高鉻堆焊雙金屬復合耐磨鋼板JD12+6的基板為低碳鋼或低合金不銹鋼等韌性材料,體現雙金屬的性,耐磨層抵抗磨損介質的磨損,基板承受介質的載荷,因此有良好的耐沖擊性。可以承受物料輸送系統中承受高落差料斗等沖擊和磨損。合金耐磨層推薦使用在≤600℃工況下使用,若在合金耐磨層中加入釩,鉬等合金,可以承受≤800℃的高溫磨損。推薦使用溫度如下:普通碳鋼基板推薦不380℃工況使用;低合金耐熱鋼板(15CrMo,12Cr1MOV等)基板推薦不540℃工況使用;耐熱不銹鋼基板推薦在不800℃工況使用。高鉻堆焊雙金屬復合耐磨鋼板的合金層中含有高百分比的金屬Cr,故具有一定防銹和耐腐蝕能力。用于落煤筒和漏斗等場合可以做到防止粘煤。耐磨鋼板規格全,品種多,已成商品系列化。
耐磨合金層的厚度在3~20mm。復合鋼板的厚度基礎薄為6mm,厚度不限。
高鉻堆焊雙金屬復合耐磨鋼板JD12+6量大優惠
標準耐磨鋼板可提供1200mm或1450mm×2000mm或2900mm,也可根據用戶需求,按圖紙尺寸定做加工。高鉻堆焊雙金屬復合耐磨鋼板可切割、彎曲或卷曲、焊接和打孔,它可以加工成普通鋼板可以加工的各種部件。切割好的高鉻堆焊雙金屬復合耐磨鋼板可以拼焊成各種工程結構件或零部件。
高鉻堆焊雙金屬復合耐磨鋼板JD12+6具有優良的抗磨損、腐蝕、沖擊性及易加工性等特點,而且比一般的耐磨產品價格低廉,因此在國內外受到了非常廣泛的關注,被廣泛應用于冶金、煤炭、水泥、礦山、電力等行業。
使用高鉻堆焊雙金屬復合耐磨鋼板JD12+6的應用場合:
1、電力工業-風機葉片,燃燒器管線,輸料槽和料斗內襯,破碎機部件,磨煤機部件,出灰管,空氣處理系統和運輸機。
2、鋼鐵工業-料斗內襯,格柵,進料器及底座,翻斗車,料斗,管道,泵殼,破碎機部件,出渣槽,各種底盤,振動篩。
3、水泥工業-沖擊盤,管道,泵殼,磨機內襯,破碎機零件,出渣槽,各種底盤,振動篩。
4、造紙工業-旋流器內襯,螺旋輸送機,輸料槽及漏斗,風機葉片,轉換導管,過渡彎頭。
5、采礦業-卡車貨槽襯板,料斗內襯,輸料槽內襯,破碎機部件,蓋板,耐磨棒和耐磨板。
6、煤處理業-輸料槽,料斗,破碎機零件和襯板,輸煤管道,彎頭,泵體。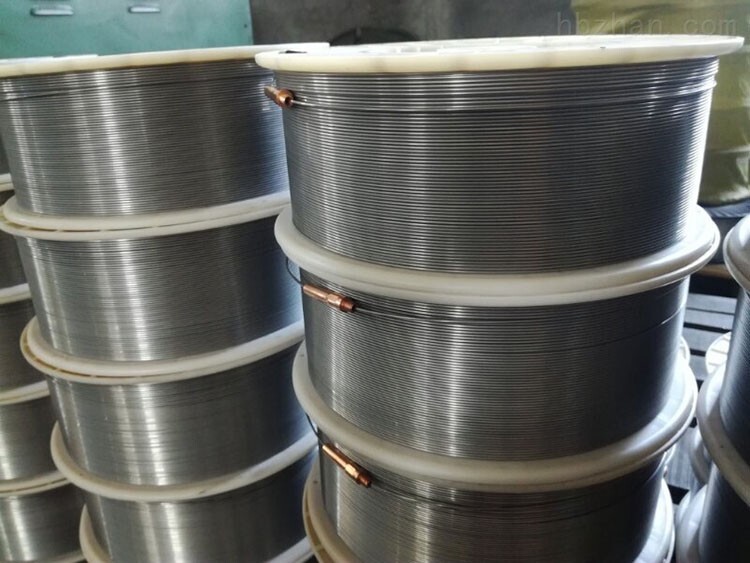
焊碳化鉻復合耐磨鋼板的工藝參數主要有焊接電流種類及焊接電流大小,鎢種類、直徑及端部形狀,保護氣體流量等。
1、電流種類的選擇一般根據工件材料選擇電流種類,焊接電流大小是決定熔深的主要參數,它主要根據工件材料厚度、接頭形式、焊接位置等因素選擇。
2、鎢種類、直徑和端部形狀的選擇鎢種類及直徑根據工件材料和焊接電流大小、電流種類來選擇。鎢端部形狀是一個重要的工藝參數,根據所用的焊接電流種類,選用不同的端部形狀。夾端角的大小會影響鎢的許多電流、引弧及穩弧性能。小電流焊接時選用小直徑鎢和小的錐角,可使電弧容易引燃和穩定;在大電流焊接時,錐角可避免過熱而熔化,減少損耗,并防止電弧往上擴展而影響陰斑點的穩定性。使用過程中鎢經常需要用砂輪或者的鎢磨削機進行修整。
3、氣體流量和噴嘴直徑在一定條件下,氣體流量和噴嘴直徑有一個范圍,此時,氣體保護效果,焊件上有效保護區域。如果氣體流量過低,氣體排除周圍空氣能力弱,保護效果差;流量過大,氣體排出時容易形成紊流,使空氣卷入,也會降低保護效果。同樣,在氣體流量一定時,噴嘴直徑過小,保護區域小,且因氣流速度過高而形成紊流,噴嘴直徑過大,不僅妨礙焊工觀察,而且流速過低,保護效果也不好。一般手工TIG焊噴嘴內徑范圍為5-20mm,流量范圍為5-25L/min。
4、焊接速度焊接速度的選擇主要根據工件厚度決定并和焊接電流配合以獲得所需的熔深和熔寬。在高速自動焊時,還要考慮焊接速度對氣體保護效果的影響。焊接速度過大,保護氣流嚴重偏后,可能使鎢端部、弧柱、熔池暴露在空氣中。因此采用相應措施如加大保護氣體流量或將焊前傾一定角度,以保持良好的保護作用。
5、噴嘴與焊件間距離距離越大,氣體保護效果越差,但距離太近會影響焊工視線,且容易使鎢與焊件間造成短路,產生夾鎢。一般噴嘴端部與焊件間距離在8-14mm之間。

D832鈷基焊條圖片
面議
產品名:鈷基焊條
ER308Lsi不銹鋼焊絲生產廠家
面議
產品名:不銹鋼焊絲,不銹鋼焊絲,焊絲

山東上焊E309MoL-16不銹鋼焊條
面議
產品名:E309MoL焊條

鎳基堆焊焊絲簡介
面議
產品名:鎳基焊絲
e308不銹鋼焊絲
面議
產品名:不銹鋼焊絲,不銹鋼焊絲,焊絲
yd386耐磨焊絲對照表
面議
產品名:耐磨焊絲,耐磨焊絲

銅焊絲市場價
面議
產品名:銅焊絲
回收銀焊絲焊前說明
面議
產品名:銀焊絲